"TECNALIA lider da elektroi-bonbardaketaren prozesua tokiko hutsean garatzen eta inplementatzen"
Huts lokaleko elektroi-bonbardaketazko soldadura garatzen dihardugu produktibitate eta energia-efizientzia handiagoak lortzeko
TECNALIA, elektroi-bonbardaketazko soldaduran 20 urte baino gehiagoko esperientzia lortu ondoren, erreferente bihurtu da arlo horretako soluzio berritzaileen garapenean. Bere ezagutza tekniko sakonari esker eta teknologia hori hainbat sektoretako behar espezifikoetara egokitzeko duen gaitasunari esker, TECNALIAk asko lagundu dezake huts lokaleko elektroi-bonbardaketazko prozesuaren inplementazioan.
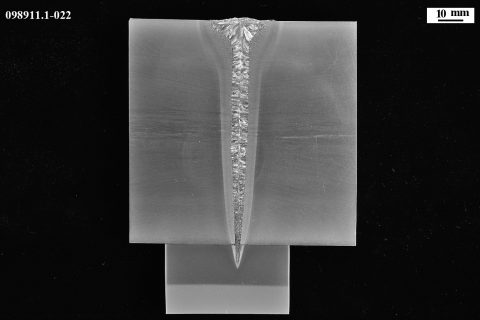
Elektroi-bonbardaketazko soldadura 1950eko hamarkadaren amaieran garatu zen lotze-prozesu bat da. Prozesu horretan, azelerazio-tentsioa erabiltzen da elektroiak azeleratzeko, eta lortzen duten energia zinetikoa baliatzen da urtzeko behar den beroa lortzeko. Elektroiek talka egiten dute soldatu nahi den piezarekin, eta, orduan, energia zinetikoa bero bihurtzen da, eta soldatu nahi den materiala urtzen da horrela.
Hona hemen elektroi-bonbardaketazko soldaduraren ezaugarri nagusiak:
- Produktibitate handia: elektroi-sortak tamaina txikiko foku batera bideratzeko gaitasuna duenez eta potentzia handia garatzen duenez, energia-dentsitate handia lortzen da prozesuan, izan daitekeenik handiena. Energia-dentsitate handi horri esker, abiadura handian soldatu daiteke eta lodiera handiko soldadurak egin daitezke pasaldi bakarrean.
- Kalitate handia: errepikakortasun-maila handia eta kalitate handiko soldadurak bermatzen dituen prozesu automatiko bat da; horrenbestez, exijentzia handiko sektoreetan inplementatu da, hala nola sektore aeroespazialean, automobilgintzan, eta abar.
- Moldakortasuna: beste metodo tradizional batzuekin arazoak sortzen zaizkien materialak soldatzeko balio du; adibidez, titanioa (erreaktiboa delako), karbono-eduki handiko altzairua (zartatzeko joera duelako), kobrea (eroankortasun termiko altua duelako), aluminioa (lotura disimilarrak dituelako)…
- Hutsa: gehienetan, huts handiko ganberetan egiten da soldadura, baina huts ertaineko edo hutsik gabeko ganberetan ere egin daiteke. Emaitza onenak huts handian lortzen dira, elektroi-sorta ez delako sakabanatzen aire-partikulekin talka egitean.
Elektroi-bonbardaketazko soldadura huts lokalean
Oraintsu arte, prozesuaren muga nagusia huts-ganbera batean soldatu behar izatea zen, soldatu beharreko piezen tamaina eta soldatze-denborak mugatzen zituelako horrek. Muga hori gainditu da orain elektroi-bonbardaketazko soldadura huts lokalean eginda. Kasu horretan, huts-ganbera erabili ordez, huts lokala lortzeko sistema berritzaile bat erabiltzen da, hutsa soldatzen ari den josturaren inguruan soilik sortzen eta mantentzen duena.
Aurrerapen teknologiko horri esker, 100 mm baino gehiagoko soldadura luzetarakoak eta zirkunferentzialak egin daitezke pasaldi bakar batean, sekzio zirkularreko edozein ekipo-motatan; adibidez, presiopeko andeletan edo offshoreko dorre eolikoen osagaietan. Hori dela eta, aukera hau produktibo eta efizienteagoa da murgildutako arku bidezko soldadurarena baino, soldatze-abiadura 30 aldiz azkarragoa ere izan baitaiteke eta energia-aurrezpena % 90erainokoa; ondorioz, % 97raino ere murriztu daitezke CO2 -emisioak.






